









































Hướng dẫn cân máy thủy bình chi tiết đầy đủ nhất
Khái quát về máy thủy bình và yêu cầu cân chỉnh máy thủy bình trước khi sử dụng

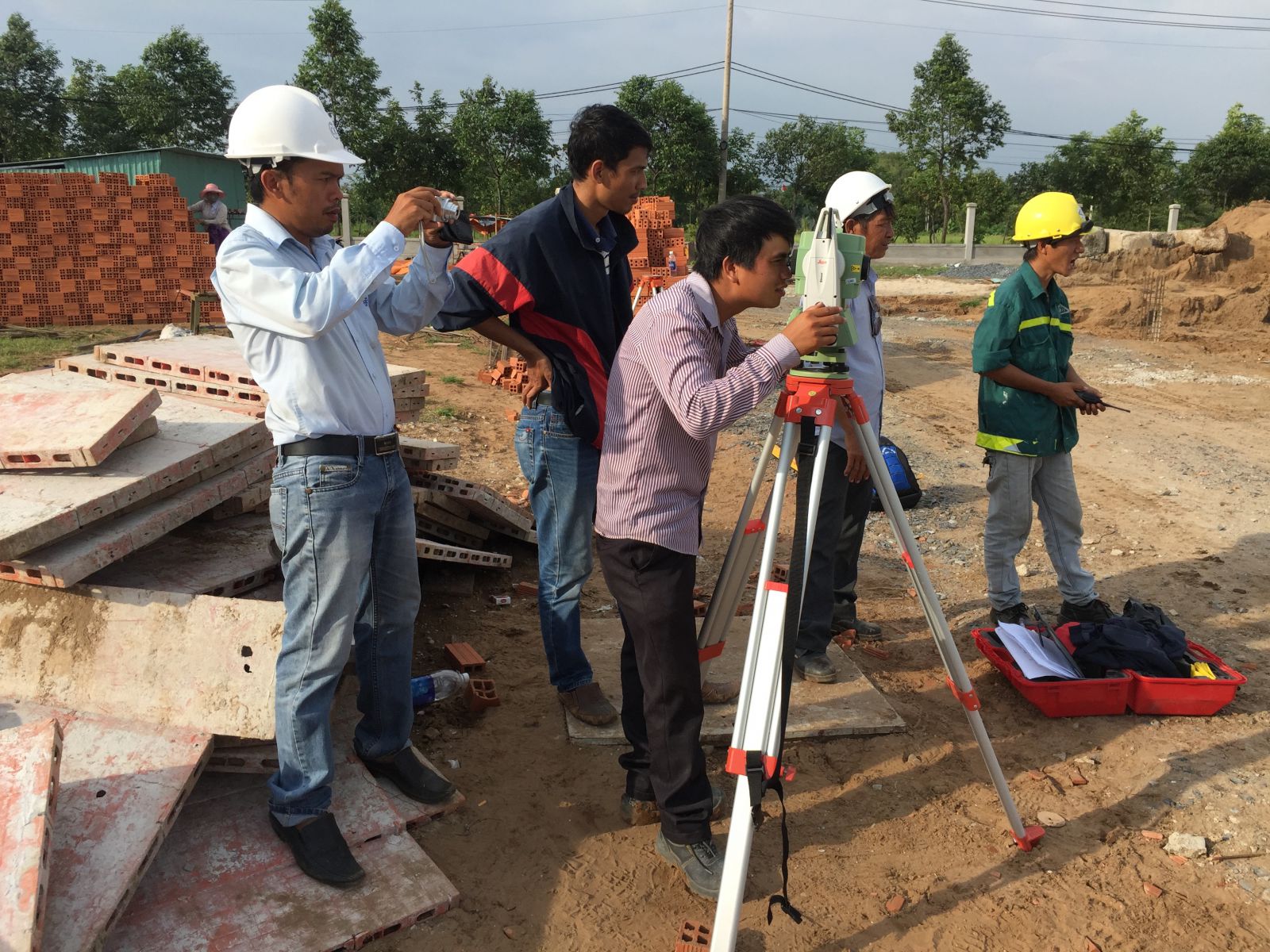
Máy thủy bình là thiết bị trắc địa chuyên dụng dùng để xác định chênh cao, truyền cao độ và kiểm tra độ phẳng trong xây dựng, cầu đường, thủy lợi, quan trắc lún. Về bản chất, máy thủy bình tạo ra một mặt phẳng chuẩn nằm ngang thông qua đường ngắm của ống kính, từ đó so sánh cao độ giữa các điểm mốc. Độ tin cậy của mọi phép đo cao độ phụ thuộc trực tiếp vào việc cân máy thủy bình đúng quy trình, đúng kỹ thuật và được kiểm soát sai số một cách định lượng.
Cân máy không chỉ là thao tác làm thăng bằng bọt thủy tròn hoặc bọt thủy dài mà còn bao gồm một chuỗi các bước kiểm tra – hiệu chỉnh nhằm đảm bảo:
- Trục bọt thủy vuông góc với trục quay đứng của máy.
- Trục ngắm (đường collimation) song song với mặt phẳng chuẩn vuông góc trục quay đứng khi bọt thủy ở vị trí chính giữa.
- Trục quay đứng của máy trùng với phương dây dọi trọng lực (phương thẳng đứng tại vị trí đặt máy).
- Hệ thống chân máy, ốc cân, khóa hãm hoạt động ổn định, không bị rơ, không trượt trong quá trình đo.
Với các dự án yêu cầu độ chính xác cao (ví dụ đo lún công trình, đo lưới thủy chuẩn hạng cao, quan trắc biến dạng đập, cầu, hầm), quy trình cân máy phải được thực hiện nghiêm ngặt, có kiểm tra chéo và ghi chép nhật ký hiệu chuẩn. Trong các tiêu chuẩn trắc địa – xây dựng, sai số cho phép của chênh cao thường được quy định rất chặt chẽ (ví dụ sai số khép tuyến, sai số trung phương trên 1 km đo cao), vì vậy mọi sai lệch nhỏ trong khâu cân máy đều có thể làm vượt quá giới hạn cho phép.
Về mặt lý thuyết, cân máy thủy bình nhằm bảo đảm điều kiện hình học cơ bản của máy:
- Trục quay đứng (VV) phải vuông góc với mặt phẳng chuẩn ngang.
- Trục bọt thủy (LL) phải song song với mặt phẳng chuẩn ngang khi bọt thủy ở vị trí giữa.
- Trục ngắm (CC) phải song song với mặt phẳng chuẩn ngang khi LL đã được cân bằng.
Nếu một trong các điều kiện trên không được thỏa mãn, máy sẽ xuất hiện các loại sai số sau:
- Sai số collimation (sai số đường ngắm): đường ngắm không nằm đúng phương ngang khi bọt thủy đã cân, gây ra sai số tỷ lệ với khoảng cách ngắm.
- Sai số trục quay: trục quay đứng không trùng với phương dây dọi, làm cho mặt phẳng quét của đường ngắm không thật sự nằm ngang.
- Sai số do bọt thủy: trục bọt thủy không song song với mặt phẳng chuẩn, dẫn đến việc “cân bọt thủy” nhưng đường ngắm vẫn bị nghiêng.
- Sai số cơ khí – lắp ráp: rơ lỏng ở chân máy, ốc cân, khóa hãm, đầu nối máy – chân máy, gây dịch chuyển nhỏ nhưng tích lũy theo thời gian đo.
Trong thực tế, kỹ thuật viên chuyên nghiệp luôn kết hợp cân máy hình học (dùng ốc cân, bọt thủy) với kiểm tra chuẩn đoán (test hai trạm, test song song với máy chuẩn) để đảm bảo đường ngắm nằm đúng phương ngang. Cân máy hình học là bước đầu tiên, nhằm đưa máy về trạng thái làm việc “đúng hình học” theo cấu tạo của nhà sản xuất. Tuy nhiên, do hao mòn, va đập, biến dạng nhiệt, sai số chế tạo, chỉ cân bọt thủy là chưa đủ để đảm bảo độ chính xác cao, nên cần thêm các phép kiểm tra chuẩn đoán định kỳ.

Một số nội dung chuyên môn sâu liên quan đến cân chỉnh và kiểm tra máy thủy bình:
- Kiểm tra và hiệu chỉnh bọt thủy tròn: Bọt thủy tròn dùng để cân sơ bộ máy. Quy trình chuẩn thường gồm:
- Đặt máy lên chân, điều chỉnh 3 ốc cân để đưa bọt thủy vào giữa.
- Quay máy 180° quanh trục đứng, quan sát vị trí bọt thủy.
- Nếu bọt thủy lệch, hiệu chỉnh một nửa lượng lệch bằng ốc chỉnh bọt thủy, một nửa bằng ốc cân, lặp lại cho đến khi bọt thủy giữ gần giữa trong mọi hướng quay.
- Kiểm tra và hiệu chỉnh bọt thủy dài (nếu có): Bọt thủy dài thường gắn song song với trục ngắm. Khi bọt thủy dài ở giữa, trục bọt thủy phải song song với mặt phẳng ngang. Nếu khi quay máy, bọt thủy dịch chuyển, cần hiệu chỉnh bằng ốc vi chỉnh trên ống bọt thủy.
- Kiểm tra sai số collimation bằng test hai trạm:
- Chọn hai điểm A, B cách nhau 40–60 m trên địa hình tương đối bằng phẳng.
- Đặt máy gần A, đo đọc mia tại A và B, tính chênh cao.
- Đặt máy gần B, lặp lại phép đo, tính chênh cao lần hai.
- So sánh hai chênh cao. Nếu chênh lệch vượt quá giới hạn cho phép (tùy cấp chính xác), cần hiệu chỉnh collimation bằng ốc chỉnh lưới chữ thập.
- Kiểm tra song song với máy chuẩn:
- Dùng một máy đã được hiệu chuẩn tại phòng thí nghiệm làm máy chuẩn.
- Đặt hai máy trên cùng tuyến đo, cùng đọc mia tại các điểm mốc.
- So sánh kết quả chênh cao giữa hai máy. Nếu sai khác có tính hệ thống và vượt ngưỡng, cần đưa máy đi hiệu chuẩn chuyên sâu.
- Kiểm soát ổn định chân máy:
- Kiểm tra độ cứng, độ rơ của các khớp nối, khóa chân, ốc siết.
- Đảm bảo chân máy cắm chắc vào nền đất, không bị lún lệch trong quá trình đo.
- Tránh đặt máy gần nguồn rung động (xe tải, máy đầm, máy khoan) vì sẽ gây dao động đường ngắm.

Trong các dự án đo lún, quan trắc biến dạng, yêu cầu về tính lặp lại của kết quả đo còn quan trọng không kém độ chính xác tuyệt đối. Do đó, quy trình cân máy thường được chuẩn hóa thành các bước cố định, có ghi chép vào nhật ký:
- Ghi nhận số hiệu máy, ngày giờ, điều kiện môi trường (nhiệt độ, thời tiết).
- Ghi kết quả test hai trạm, sai số collimation ước tính.
- Ghi các thao tác hiệu chỉnh đã thực hiện (vặn ốc chỉnh bao nhiêu, hướng nào).
- Ghi nhận người thực hiện, người kiểm tra chéo.
Đối với máy thủy bình tự động (có bộ bù tự động – compensator), ngoài các sai số hình học cổ điển, cần chú ý thêm:
- Kiểm tra hoạt động của bộ bù:
- Nhẹ nhàng gõ vào thân máy, quan sát dao động của ảnh mia trong ống kính.
- Ảnh phải dao động rồi dừng nhanh, không bị “trôi” chậm hoặc rung kéo dài.
- Nếu bộ bù kẹt, đường ngắm có thể bị nghiêng ngẫu nhiên, gây sai số khó kiểm soát.
- Giới hạn làm việc của bộ bù:
- Bộ bù chỉ hoạt động trong một khoảng nghiêng nhỏ (ví dụ ±15’).
- Nếu cân máy sơ bộ quá kém, bộ bù không thể bù hết, đường ngắm vẫn nghiêng.
- Vì vậy, dù có bộ bù, vẫn phải cân bọt thủy tròn cẩn thận.
Trong thực hành chuyên nghiệp, để giảm thiểu sai số hệ thống do cân máy không chuẩn, kỹ thuật viên thường áp dụng một số nguyên tắc:
- Cân máy lại sau mỗi lần dịch chuyển lớn hoặc sau khi chân máy có dấu hiệu bị xê dịch.
- Giữ khoảng cách ngắm trước – sau xấp xỉ nhau trong đo cao hình học để triệt tiêu phần lớn sai số collimation còn lại.
- Không vặn ốc cân quá căng, tránh làm biến dạng đế máy hoặc gây trượt nhỏ khi quay máy.
- Tránh đo khi gió mạnh hoặc nền đất mềm, vì máy dễ bị rung, lún không đều.
Về mặt tiêu chuẩn kỹ thuật, sai số do cân máy thường được quy định gián tiếp thông qua các chỉ tiêu sau:
- Sai số trung phương đo chênh cao trên 1 km đo đi – về.
- Sai số khép tuyến đo cao (tuyến đơn, tuyến vòng, tuyến nhánh).
- Giới hạn sai khác giữa các lần đo lặp lại cùng một chênh cao.
Nếu các chỉ tiêu này vượt quá giới hạn cho phép, một trong những nguyên nhân đầu tiên cần kiểm tra là chất lượng cân máy và tình trạng hiệu chuẩn của máy thủy bình. Khi đó, quy trình xử lý thường gồm:
- Kiểm tra lại cân máy tại hiện trường, thực hiện test hai trạm nhanh.
- Nếu phát hiện sai số collimation lớn, tạm dừng đo, hiệu chỉnh sơ bộ hoặc thay máy khác.
- Sau khi về đơn vị, đưa máy vào phòng kiểm định để hiệu chuẩn đầy đủ.
Như vậy, cân máy thủy bình không chỉ là thao tác cơ bản dành cho người mới mà là một phần quan trọng trong quy trình đảm bảo chất lượng đo đạc. Việc hiểu rõ bản chất các loại sai số (collimation, trục quay, bọt thủy, bộ bù), nắm vững các phép kiểm tra chuẩn đoán (test hai trạm, so sánh với máy chuẩn) và duy trì thói quen ghi chép nhật ký hiệu chuẩn sẽ giúp kỹ thuật viên kiểm soát tốt hơn độ chính xác của mọi phép đo cao độ, đặc biệt trong các công trình có yêu cầu khắt khe về quan trắc lún và biến dạng.
Các bước cân máy thủy bình chi tiết theo chuẩn chuyên môn
Chuẩn bị chân máy và vị trí đặt máy
Giai đoạn chuẩn bị quyết định trực tiếp đến độ ổn định cơ học và độ tin cậy của toàn bộ chuỗi số liệu đo cao. Trước hết, cần khảo sát khu vực xung quanh để chọn vị trí đặt chân máy trên nền đất tự nhiên hoặc kết cấu bê tông đủ cứng, tránh các khu vực:
- Đất mới đắp, nền bùn, nền cát rời dễ lún cục bộ.
- Gần mép taluy, hố đào, rãnh thoát nước có nguy cơ sạt trượt.
- Gần nguồn rung động mạnh như xe tải chạy sát, máy đầm, búa đóng cọc, đường ray.
Mở chân máy, điều chỉnh chiều dài từng ống chân sao cho chiều cao tổng thể phù hợp tầm mắt người đo, hạn chế phải cúi hoặc với quá mức gây mỏi và rung tay khi đọc số. Khi kéo dài chân, cần:
- Siết chặt khóa chốt từng đoạn chân, kiểm tra lại bằng cách ấn nhẹ xuống để đảm bảo không trượt.
- Điều chỉnh ba chân tạo thế kiềng vững, chân hướng về phía địa hình dốc nên mở rộng hơn để tăng ổn định.
- Ước lượng sao cho mặt phẳng đầu chân máy (đế máy) gần nằm ngang, giúp giảm thời gian cân bọt thủy về sau.
Đặt máy thủy bình lên đầu chân máy, căn lỗ vít trung tâm trùng với lỗ trên đế chân máy. Lắp vít trung tâm và siết vừa đủ chặt: máy không được xoay tự do nhưng vẫn phải cho phép xoay mượt để ngắm mục tiêu và điều chỉnh tinh bằng ốc cân. Không siết quá mạnh gây biến dạng đế hoặc khó xoay máy. Có thể kiểm tra nhanh độ ổn định bằng cách:
- Nhẹ nhàng đẩy thân máy theo các hướng khác nhau, quan sát xem chân máy có bị rung hoặc trượt không.
- Đạp nhẹ chân xuống nền đất để “neo” chân máy, đặc biệt trên nền đất tơi.
Ở các công trình có tải trọng động lớn (gần đường giao thông, nhà xưởng có máy móc hoạt động), nên ưu tiên đặt máy trên các bệ bê tông, nắp hố ga chắc chắn hoặc tấm thép kê cứng để giảm truyền rung. Nếu chân máy không vững, mọi thao tác cân bọt thủy sau đó đều dễ bị sai lệch khi có tác động nhỏ, dẫn đến sai số hệ thống khó phát hiện trong chuỗi số liệu.
Cân sơ bộ bằng ốc cân và bọt thủy tròn
Hầu hết máy thủy bình tự động đều trang bị bọt thủy tròn (circular bubble) dùng cho cân sơ bộ, nhằm đưa trục quay của máy gần song song với phương trọng lực. Quy trình chuẩn:
- Quan sát bọt thủy tròn, xoay thân máy sao cho hai ốc cân chính nằm trên đường thẳng song song với người đo (một ốc bên trái, một ốc bên phải).
- Ghi nhớ nguyên tắc: bọt thủy luôn di chuyển cùng chiều với chuyển động của ngón tay khi xoay hai ốc cân đồng thời.
Vặn đồng thời hai ốc cân theo nguyên tắc:
- Xoay hai ốc cùng chiều (cùng vặn vào hoặc cùng vặn ra) để bọt thủy di chuyển theo hướng nối hai ốc.
- Xoay hai ốc ngược chiều để bọt thủy di chuyển ngược lại trên đường nối hai ốc.
Điều chỉnh đến khi bọt thủy tiến gần tâm vòng tròn, không cần quá chính xác ở bước này nhưng phải đưa sai lệch về mức nhỏ. Sau đó:
- Xoay máy 90° quanh trục đứng, sao cho ốc cân thứ ba nằm trên đường thẳng song song với người đo.
- Sử dụng ốc cân thứ ba để đưa bọt thủy vào đúng tâm vòng tròn.
Lặp lại thao tác xoay máy 180–360° để kiểm tra: quay máy chậm, quan sát bọt thủy ở các vị trí khác nhau. Nếu bọt thủy vẫn giữ ở tâm trong mọi hướng, cân sơ bộ đạt yêu cầu. Nếu bọt lệch ra khỏi tâm ở một số hướng, cần:
- Quay lại vị trí ban đầu, tinh chỉnh lại hai ốc cân chính.
- Quay 90°, tinh chỉnh ốc thứ ba.
- Lặp lại đến khi bọt ổn định trong giới hạn cho phép khi quay tròn.
Ở bước này, không nên xoay ốc quá nhanh hoặc quá mạnh vì có thể làm rung toàn bộ hệ chân máy – máy, khiến bọt dao động lâu, khó xác định vị trí chính xác. Kỹ thuật viên giàu kinh nghiệm thường sử dụng các chuyển động nhỏ, liên tục, kết hợp quan sát bọt thủy “dừng” tự nhiên tại vị trí gần tâm.
Cân tinh bằng bọt thủy dài hoặc hiển thị điện tử
Với các dòng máy thủy bình quang cơ truyền thống, bọt thủy dài (tube bubble) nằm trên thân máy cho phép cân tinh theo một phương cụ thể, thường song song với trục ngắm. Mục tiêu của cân tinh là giảm thiểu sai số do trục ngắm không song song với mặt phẳng ngang, đặc biệt quan trọng khi đo trên khoảng cách ngắm dài (trên 50–70 m).
Quy trình cân tinh với bọt thủy dài:
- Xoay máy sao cho bọt thủy dài song song với hai ốc cân chính (thường có ký hiệu hoặc vạch định hướng trên thân máy).
- Điều chỉnh tinh hai ốc cân chính đến khi bọt nằm chính giữa hai vạch chuẩn trên ống bọt.
- Xoay máy 90°, sử dụng ốc cân thứ ba để đưa bọt trở lại chính giữa vạch chuẩn.
- Quay máy thêm 90–180° để kiểm tra, nếu bọt lệch ít, có thể tinh chỉnh lại theo cùng nguyên tắc.
Đối với máy thủy bình điện tử hoặc máy thủy bình số, hệ thống cảm biến nghiêng (tilt sensor) sẽ cung cấp thông tin cân bằng trên màn hình. Màn hình có thể hiển thị:
- Biểu tượng cân bằng dạng thanh (bar) theo hai phương X, Y.
- Giá trị số thể hiện độ nghiêng (ví dụ ±20″ hoặc ±0.5 mm/m).
Kỹ thuật viên điều chỉnh ốc cân cho đến khi:
- Thanh hiển thị nằm trong vùng cho phép (thường được đánh dấu bằng vùng xanh hoặc khung giới hạn).
- Giá trị lệch nghiêng tiến về 0 hoặc nằm trong khoảng dung sai do nhà sản xuất quy định.
Ở một số model, máy sẽ không cho phép chụp ảnh mia hoặc ghi số liệu nếu trạng thái cân bằng chưa đạt, do đó việc cân tinh là bắt buộc để hệ thống hoạt động đúng. Nên chú ý:
- Thực hiện cân tinh sau khi máy đã “ổn định nhiệt” vài phút, nhất là khi chuyển từ môi trường nóng sang lạnh hoặc ngược lại.
- Tránh chạm vào chân máy hoặc thân máy trong khi đọc số, vì có thể làm thay đổi trạng thái cân bằng vi mô.
Kiểm tra sai số collimation bằng phương pháp hai trạm
Sai số collimation xuất hiện khi trục ngắm không hoàn toàn song song với mặt phẳng ngang dù bọt thủy đã cân, dẫn đến sai lệch chênh cao tỷ lệ với khoảng cách ngắm. Để kiểm tra, áp dụng phương pháp hai trạm (two-peg test) theo trình tự chuẩn:
- Cắm hai mia tại điểm A và B cách nhau khoảng 40–60 m trên địa hình tương đối phẳng, đảm bảo mia được dựng thẳng đứng (có thể dùng bọt thủy trên mia).
- Đặt máy tại vị trí gần A (cách A khoảng 5 m, cách B khoảng 55 m), cân máy chuẩn, đọc số mia tại A (a1) và B (b1). Ghi chép cẩn thận, kèm điều kiện thời tiết, thời gian nếu cần.
- Chuyển máy đến vị trí gần B (cách B khoảng 5 m, cách A khoảng 55 m), cân lại máy, đọc số mia tại A (a2) và B (b2).
Tính chênh cao thực giữa A và B theo từng trạm:
- Trạm 1 (máy gần A): chênh cao giả định Δh1 = a1 − b1.
- Trạm 2 (máy gần B): chênh cao giả định Δh2 = a2 − b2.
Trong điều kiện lý tưởng, nếu máy không có sai số collimation, hai giá trị Δh1 và Δh2 phải trùng nhau (trong giới hạn sai số đọc mia và điều kiện quan sát). Nếu hai kết quả chênh lệch vượt quá giới hạn cho phép (thường 1–2 mm cho 50 m hoặc theo tiêu chuẩn nội bộ), máy có sai số collimation cần hiệu chỉnh.
Các bước xử lý chuyên môn:
- So sánh |Δh1 − Δh2| với dung sai cho phép của loại máy và cấp hạng đo cao đang thực hiện.
- Nếu vượt dung sai, không sử dụng máy cho các công tác đo cao chính xác (đường chuyền hạng cao, đo lún, quan trắc biến dạng).
- Tiến hành hiệu chỉnh collimation nếu kỹ thuật viên có chứng chỉ bảo trì, nắm rõ quy trình điều chỉnh ốc collimation trên ống kính hoặc bộ phận ngắm.
- Nếu không, gửi máy về trung tâm hiệu chuẩn hoặc đơn vị được ủy quyền để kiểm định và hiệu chỉnh trên bệ chuẩn chuyên dụng.
Trong thực tế, nhiều đơn vị quy định chu kỳ kiểm tra collimation định kỳ (ví dụ mỗi tháng, hoặc sau mỗi lần vận chuyển xa, va đập mạnh). Việc bỏ qua bước này có thể dẫn đến sai số hệ thống tích lũy trên toàn tuyến đo, gây lệch cao độ thiết kế – thi công vượt quá giới hạn cho phép.
Quy trình cân máy trong điều kiện công trường
Trong môi trường công trường, cân máy cần kết hợp yếu tố kỹ thuật với yếu tố an toàn và tính thực tế thi công. Sau khi cân bọt thủy đạt yêu cầu, nên khóa hãm chuyển động ngang và đứng ở mức vừa phải: đủ để tránh va chạm làm lệch máy nhưng vẫn cho phép xoay nhẹ để ngắm lại nếu cần. Một số lưu ý chuyên môn:
- Khi có gió mạnh, nên hạ thấp chiều cao chân máy, thu ngắn các đoạn ống để giảm mô men lật.
- Có thể dùng bao cát, đá chèn hoặc cọc gỗ để cố định chân máy, đặc biệt trên nền dốc hoặc nền trơn trượt.
- Tránh đặt máy trên bề mặt kim loại trơn, ướt, dễ trượt; nếu bắt buộc, cần có lớp đệm ma sát (cao su, gỗ).
Mỗi khi di chuyển máy sang vị trí mới, phải thực hiện lại toàn bộ quy trình cân sơ bộ và cân tinh, tuyệt đối không được sử dụng lại trạng thái cân cũ vì:
- Chỉ cần một va chạm nhẹ hoặc rung động khi mang máy cũng đủ làm thay đổi trạng thái cân bằng.
- Địa hình mới có thể khác hoàn toàn về độ dốc, độ cứng nền, ảnh hưởng đến chân máy.
Đối với các tuyến đo dài hoặc các ca đo kéo dài nhiều giờ, nên định kỳ kiểm tra nhanh bằng cách:
- Ngắm lại một mia cố định gần máy (mia đặt tại mốc ổn định, không di chuyển).
- Nếu số đọc thay đổi bất thường khi không có dịch chuyển mia, cần dừng đo và cân lại máy, đồng thời kiểm tra khả năng lún chân máy hoặc rung động từ môi trường.
Trong điều kiện công trường có nhiều người qua lại, xe cộ, máy móc, nên bố trí vùng bảo vệ xung quanh máy:
- Dùng cọc tiêu, dây cảnh báo hoặc biển báo để hạn chế người và phương tiện đi sát chân máy.
- Phối hợp với chỉ huy trưởng hoặc cán bộ an toàn để quy định lối đi tạm, tránh khu vực đặt máy.
Việc tuân thủ chặt chẽ quy trình cân máy trong điều kiện công trường không chỉ đảm bảo độ chính xác số liệu mà còn giảm nguy cơ hư hỏng thiết bị, gián đoạn thi công và tranh chấp về cao độ giữa các bên liên quan.
Bảng so sánh chi tiết các loại máy thủy bình và yêu cầu cân chỉnh
Bảng sau tổng hợp so sánh chuyên sâu giữa các nhóm máy thủy bình quang cơ, máy thủy bình tự động, máy thủy bình điện tử và máy thủy bình laser quay, tập trung vào đặc điểm cân máy, cơ chế tạo mặt phẳng chuẩn cao độ và các lưu ý kỹ thuật khi triển khai ngoài hiện trường:
| Tiêu chí | Máy thủy bình quang cơ | Máy thủy bình tự động | Máy thủy bình điện tử | Máy thủy bình laser quay |
|---|---|---|---|---|
| Cơ chế cân bằng | Cân hoàn toàn bằng bọt thủy dài và ốc cân, không có bù nghiêng tự động. Trục ngắm được đưa về vị trí nằm ngang thông qua việc điều chỉnh ba ốc cân trên đế máy cho đến khi bọt thủy dài nằm đúng giữa hai vạch chuẩn. Mọi sai lệch nhỏ của bọt thủy đều phản ánh trực tiếp sai lệch của trục ngắm, vì không có cơ cấu bù nghiêng hỗ trợ. | Cân sơ bộ bằng bọt thủy tròn, sau đó bộ bù tự động (con lắc quang cơ) đưa trục ngắm về ngang trong một dải góc nghiêng nhất định (thường ±12' đến ±18'). Khi máy được cân ở mức tương đối, bộ bù sẽ tự động hiệu chỉnh các sai lệch nhỏ do chân máy chưa hoàn toàn nằm ngang, giúp duy trì mặt phẳng chuẩn ổn định hơn trong quá trình đo. | Tương tự máy tự động nhưng có cảm biến điện tử hỗ trợ hiển thị trạng thái cân trên màn hình. Một số model cho phép hiển thị độ nghiêng theo hai trục X/Y với đơn vị giây hoặc phút, giúp kỹ thuật viên đánh giá nhanh mức độ lệch và quyết định có cần hiệu chỉnh cơ khí thêm hay không. Bộ bù vẫn là con lắc quang cơ, nhưng được giám sát bởi mạch điện tử. | Dùng bộ tự cân bằng laser, chỉ cần đặt gần ngang; tia laser tự điều chỉnh trong một khoảng nghiêng nhất định (thường ±5°). Hệ thống con lắc hoặc cảm biến MEMS điều khiển mô-đun phát laser quay quanh trục, tạo nên mặt phẳng laser ngang 360°. Khi vượt quá giới hạn tự cân, máy thường phát tín hiệu cảnh báo hoặc tự tắt tia để tránh đo trên mặt phẳng sai. |
| Độ phức tạp khi cân | Cao, đòi hỏi kỹ năng quan sát bọt thủy dài, thao tác ốc cân chính xác và lặp lại nhiều lần. Người dùng phải:
| Trung bình, thao tác nhanh, phù hợp công trường bận rộn. Quy trình thường chỉ cần:
| Thấp đến trung bình, có hướng dẫn trực quan trên màn hình, thường là biểu tượng bọt thủy điện tử hoặc thanh hiển thị độ nghiêng. Một số máy có chế độ hướng dẫn từng bước:
| Thấp, chủ yếu là đặt chân máy ổn định, chỉnh sơ bộ bọt thủy tròn (nếu có) và kiểm tra đèn/báo hiệu cân bằng. Nhiều máy chỉ cần:
|
| Độ nhạy với rung động | Ít nhạy, nhưng nếu chân máy lún sẽ gây sai số tuyến tính theo thời gian. Do không có bộ bù con lắc, hình ảnh trong ống kính ít dao động khi có rung nhẹ, tuy nhiên:
| Nhạy hơn do bộ bù con lắc có thể dao động khi có rung. Khi có xe tải chạy gần, gió mạnh hoặc nền yếu:
| Nhạy, cảm biến có thể báo lỗi nếu rung quá mức. Máy thường:
| Rất nhạy, rung động làm tia laser dao động, khó xác định cao độ chính xác. Đặc biệt trong không gian rộng:
|
| Kiểm tra sai số collimation | Bắt buộc kiểm tra định kỳ bằng test hai trạm (two-peg test), dễ bị lệch nếu va đập hoặc sau thời gian sử dụng dài. Quy trình chuyên môn gồm:
| Cần kiểm tra nhưng bộ bù giúp giảm ảnh hưởng sai số nhỏ. Tuy vậy:
| Có thể chẩn đoán nội bộ, một số máy hỗ trợ quy trình test tự động:
| Kiểm tra bằng so sánh cao độ tia laser với mốc chuẩn tại nhiều vị trí. Thực hành thường dùng:
|
| Ứng dụng điển hình | Lưới thủy chuẩn, đo cao độ chính xác cao trong khảo sát địa hình, đo biến dạng công trình, kiểm tra cao độ mốc quốc gia. Thường được dùng trong:
| Công trình dân dụng, đường giao thông, san nền, thi công hạ tầng kỹ thuật. Phù hợp cho:
| Đo lún, quan trắc, dự án yêu cầu ghi dữ liệu số và xử lý hậu kỳ. Ứng dụng chuyên sâu:
| Kiểm tra cao độ sàn, trần, bố trí cốt pha trên diện rộng, đặc biệt trong xây dựng dân dụng và công nghiệp. Thường dùng cho:
|
| Yêu cầu tay nghề cân máy | Rất cao, phù hợp kỹ thuật viên giàu kinh nghiệm. Người vận hành cần:
| Trung bình, có thể đào tạo nhanh cho đội thi công. Sau một thời gian ngắn thực hành, công nhân có thể:
| Trung bình, nhưng cần hiểu giao diện và quy trình hiệu chuẩn. Ngoài kỹ năng trắc địa cơ bản, người dùng phải:
| Thấp, nhưng phải nắm rõ giới hạn tự cân của thiết bị và cách đọc đầu thu laser. Người dùng cần:
|
Lưu ý chuyên môn khi cân và sử dụng các loại máy thủy bình

Với máy thủy bình quang cơ, nên thường xuyên kiểm tra bọt thủy dài cả trước và sau ca đo. Khi đặt máy trên bàn kiểm chuẩn hoặc trên giá ba chân đã được cân bằng bằng thiết bị tham chiếu, nếu bọt không trở về vị trí chuẩn khi quay ống kính 180° quanh trục đứng thì cần hiệu chỉnh vít căn chỉnh bọt thủy. Việc hiệu chỉnh phải được thực hiện từng bước nhỏ, mỗi lần điều chỉnh đều kiểm tra lại ở nhiều hướng để tránh tạo sai số mới. Ngoài ra, cần định kỳ kiểm tra song song trục ngắm với trục bọt thủy dài để đảm bảo khi bọt ở giữa thì trục ngắm thực sự nằm ngang.
Đối với máy thủy bình tự động, phải bảo vệ bộ bù con lắc khỏi va đập và rung sốc mạnh. Khi vận chuyển nên khóa bộ bù nếu máy có chức năng này, đồng thời đặt máy trong hộp chống sốc. Trước khi đo, nên kiểm tra nhanh hoạt động của bộ bù bằng cách:
- Nhẹ nhàng gõ vào thân máy, quan sát xem hình ảnh trong ống kính có dao động rồi dừng lại êm hay không
- Kiểm tra bọt thủy tròn, đảm bảo nằm trong vòng tròn cho phép trước khi tin tưởng bộ bù
Với máy thủy bình điện tử, cần chú ý hiệu chuẩn định kỳ theo khuyến cáo của nhà sản xuất, đặc biệt là:
- Hiệu chuẩn cảm biến nghiêng (tilt sensor) để đảm bảo góc nghiêng hiển thị chính xác
- Kiểm tra độ chính xác đọc mia mã vạch bằng các bài test chuẩn
Riêng máy thủy bình laser quay, việc cân máy phụ thuộc nhiều vào việc xác định chính xác cao độ mốc chuẩn. Trước khi triển khai trên diện rộng, nên:
- Dùng mia chuyên dụng có vạch chia phù hợp với đầu thu laser, đảm bảo độ phân giải đọc số đáp ứng yêu cầu thiết kế
- Thiết lập một hoặc vài mốc cao độ kiểm tra trong khu vực thi công, được xác định bằng máy thủy bình quang cơ hoặc tự động có độ chính xác cao
- Định kỳ quay lại các mốc này trong ngày để kiểm tra xem mặt phẳng laser có bị trôi theo thời gian hay do nhiệt độ, rung động hay không
Trong mọi trường hợp, quy tắc cốt lõi là: cân máy kỹ lưỡng trước khi đo, kiểm tra lại sau khi đo và so sánh với mốc chuẩn. Thực hành chuyên môn tốt thường bao gồm:
- Thiết lập ít nhất một mốc kiểm tra độc lập trong khu vực đo
- Đo lặp lại mốc này ở đầu và cuối ca làm việc để phát hiện trôi cao độ
- Ghi chép đầy đủ điều kiện môi trường (nhiệt độ, gió, thời điểm trong ngày) để hỗ trợ phân tích sai số nếu cần